Sau khi đăng ký, bạn sẽ trở thành Cá cược game
của Mạng Thông tin điện tử VLXD Việt Nam và được hưởng những quyền lợi theo Quy định như: nhận Bản tin hàng tuần, Báo cáo chuyên đề, Báo cáo ngành VLXD, tham dự Diễn đàn Doanh nghiệp VLXD (BMF), quyền truy cập bảng giá chi tiết, truy cập CSDL chuyên ngành VLXD…
Bạn vui lòng điền thông tin theo mẫu: (* là bắt buộc)
Đăng ký Cá cược game
Cảm ơn bạn đã gửi thông tin đăng ký.
Thông tin xác nhận Cá cược game
sẽ được gửi vào email của bạn trong thời gian sớm nhất.
Tính chất kỹ thuật của vữa 3 thành phần chất kết dính: xi măng, tro bay và tro bã mía
17/04/2024 - 02:44 CH
Nghiên cứu nhằm khảo sát tính chất của vữa chứa 3 thành phần chất kết dính, bao gồm: xi măng, tro bay và tro bã mía. Theo đó, hỗn hợp đối chứng chỉ sử dụng xi măng, 6 hỗn hợp khác được tạo ra bằng cách thay thế 10%, 15% và 20% khối lượng xi măng. 3 hỗn hợp vữa 3 thành phần chất kết dính được tạo ra bằng cách kết hợp tro bay và tro bã mía để thay thế 20% khối lượng xi măng. Kết quả cho thấy tro bã mía làm giảm tính công tác, khối lượng thể tích và khối lượng riêng và phát triển cường độ vữa muộn. Tro bay có tác động tích cực đến độ dẻo và tính chất cơ lý của vữa. Vữa với 3 thành phần chất kết dính có tính chất tương đương với hỗn hợp đối chứng.
1. Giới thiệu
Năm 2022, sản lượng xi măng (OPC) toàn cầu từ 1,39 tỷ tấn đến 4,1 tỷ tấn [1] và Việt Nam đứng thứ 3 với khoảng 120 triệu tấn [2]. Quá trình sản xuất xi măng phát thải khoảng 26% lượng khí CO₂ ra môi trường [3]. Tìm kiếm vật liệu mới để hạn chế phát thải CO₂, giảm khai thác tài nguyên, phát triển bền vững là nhiệm vụ cấp thiết. Nguồn vật liệu có thể thay thế xi măng: FA, xỉ thép, tro trấu, tro bã mía…là phế thải có sản lượng lớn [4].
Tro bay (FA) là chất thải mịn trong quá trình đốt than đá ở nhà máy nhiệt điện. Năm 2023, sản lượng FA toàn cầu từ 400 - 500 triệu tấn [5]. Việt Nam có hơn 11 triệu tấn FA và chỉ có 44% sản lượng được tái sử dụng [6]. Thành phần chính của FA là: SiO2, Al2O3, Fe2O3, CaO. FA là vật liệu pozzolanic có thể thay thế xi măng [7]. Đánh giá cường độ của vữa khi thay thế từ 0% đến 50% khối lượng xi măng, Aly Makhlouf nhận thấy cường độ của hỗn hợp chứa FA lớn hơn hỗn hợp đối chứng khi tỉ lệ thay thế không quá 40% và 10% là tỉ lệ mang lại giá trị cường độ tối ưu [8]. FA và FA sinh học (Biomass Fly Ash) thu được khi đốt vỏ cây thay thế xi măng với hàm lượng lớn, làm cho tính linh động của hợp tăng lên và khối lượng thể tích, lượng không khí, cường độ nén và kéo uốn giảm [9]. Thay thế cát trong hỗn hợp vữa bằng FA từ 0% đến 100% nhận thấy cường độ của hỗn hợp chứa FA cao hơn hỗn hợp đối chứng [10]. Ảnh hưởng của FA đến tính chất của bê tông được Nguyễn Ngọc Lâm và cộng sự thực hiện. Các tác giả nhận thấy FA làm tăng độ sụt của bê tông và khi tỉ lệ FA không quá 20% cường độ thay đổi không đáng kể [11].
Tro bã mía (SCBA) sinh ra khi đốt bã mía ở nhà máy nhiệt điện. Năm 2021, sản lượng mía toàn cầu đạt 1,86 tỷ tấn [12]. Mỗi tấn mía, sau khi ép và đốt bã thu được 25 đến 50 ký tro, có 46,50 - 93,00 nghìn tấn tro [13]. Việt Nam có sản lượng mía 9,64 triệu tấn, diện tích khoảng 153 nghìn hecta và SCBA có tiềm ẩn nguy cơ ô nhiễm môi trường [14]. Tùy vào nguồn nguyên liệu, quá trình đốt mà thành phần chủ yếu của SCBA gồm: SiO2, Al2O3 và Fe2O3 chiếm trên 70% [15]. SCBA là phế thải công - nông nghiệp có tiềm năng để thay thế xi măng trong sản xuất vật liệu tái chế nhằm giảm phát thải khí CO2 [16]. Ảnh hưởng của SCBA đến tính chất của vữa hay bê tông phụ thuộc tỉ lệ thay thế xi măng và phương pháp xử lý tro. Các phương pháp xử lý SCBA nhằm loại bỏ những thành phần chưa cháy, tăng độ mịn, thay đổi thành phần hóa học, tăng lượng silic vô định hình [17-19]. SCBA thô thay thế 10% và 20% xi măng, Arenas-Piedrahita và cộng sự nhận thấy, SCBA giảm tính linh động, cường độ vữa chứa SCBA phát triển sau 90 ngày và thâm nhập clo được cải thiện [17]. Xử lý SCBA bằng nhiệt, Nuntachai Chusilp và các tác giả cho biết SCBA từ nhà máy có lượng mất khi nung lớn (LOI = 20%), nung ở 550°C trong 45 phút, lượng mất khi nung dưới 5%. Sử dụng SCBA có LOI thấp thay thế một phần xi măng làm cường độ và độ bền sulfate tăng lên [18]. Với quá trình xử lý SCBA công phu, SCBA được nghiền 45 phút với 3 loại đường kính: 8 mm, 18 mm, 25 mm. Sau khi nghiền, nung ở 400°C trong 4 giờ với hơn 85% khối lượng qua sàng 40 µm. SCBA sau khi xử lý thay thế xi măng từ 5% đến 30% khối lượng. Với tỷ lệ thay thế xi măng không quá 20%, cường độ hỗn hợp chứa SCBA cao và 10% là tỷ lệ tối ưu [19].
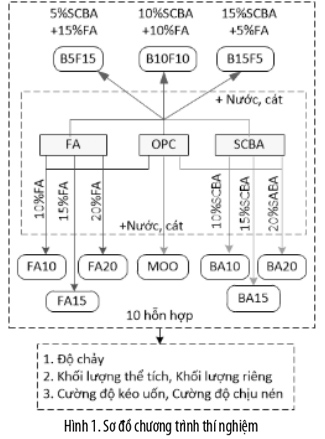
Ảnh hưởng của FA đến tính chất của hỗn hợp vữa khá rõ ràng nhưng với SCBA phụ thuộc vào nhiều yếu tố. Nhìn chung, SCBA làm tăng cường độ và độ bền của vữa khi được xử lý công phu. Tuy nhiên, đây là rào cản khi xem xét ở góc độ tiết kiệm năng lượng. Nghiên cứu này khảo sát đặc tính kỹ thuật của vữa 3 thành phần: xi măng, FA và SCBA với các đặc trưng vật liệu được xác định khi thu thập FA và SCBA từ các nhà máy nhiệt điện. SCBA được xử lý đơn giản, ít tiêu hao năng lượng. Nghiên cứu kỳ vọng bước đầu đánh giá khả năng kết hợp giữa FA và SCBA thông qua tính chất vữa. Kết quả là cơ sở để có những nghiên cứu tiếp theo. Nghiên cứu thực hiện tại phòng thí nghiệm công trình, Trường Đại học Tôn Đức Thắng, TP.HCM Sơ đồ nghiên cứu thể hiện ở Hình 1.
2. Vật liệu và thành phần hỗn hợp
2.1. Vật liệu
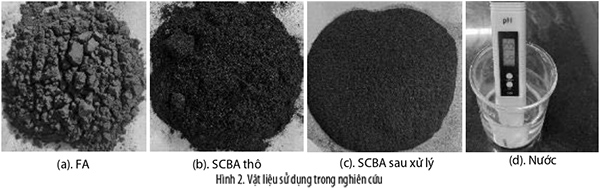
Xi măng loại I , ASTM C150 [20], cường độ nén tối thiểu 40 (MPa) ở 28 ngày, khối lượng riêng 3,05 (g/cm³), khối lượng thể tích 1,52 (g/cm³). FA từ nhà máy nhiệt điện Duyên Hải 3, Trà Vinh. FA loại F theo ASTMC168-19 [7], khối lượng riêng 2,42 (g/cm³). SCBA thu thập từ nhà máy đường Sóc Trăng 1, nhiệt độ đốt 550 - 700°C. SCBA ngâm trong nước 12 giờ vớt bỏ phần nổi. Sau đó, nung lại ở 700°C trong 2 giờ và sàng qua mức 315 μm. SCBA sau khi xử lý có khối lượng riêng và khối lượng thể tích lần lượt là 2,15 (g/cm³) và 1,23 (g/cm³).Cát sông có khối lượng riêng 2,53 (g/cm³), môđun độ lớn 2,71 và thành phần hạt theo ASTM C33M-18 [21]. Nước máy phơi trong 2 giờ có độ PH = 7±1 được sử dụng để đúc tất cả các hỗn hợp.
2.2. Thành phần và tính chất vật lý của vật liệu
FA và SCBA được phân tích thành phần theo phương pháp huỳnh quang (tia X). Bảng 1 thể hiện thành phần ôxít chính. SiO2, Al2O3 và Fe2O3 là thành phần của FAvà SCBA. Trong khi CaO, SiO2 và Al2O3 là ôxít chính của xi măng. Sau khi xử lý, SCBA có lượng mất khi nung (LOI) thấp là kết quả của quá trình loại bỏ phần chưa cháy sau khi ngâm nước, nung lại và sàng.
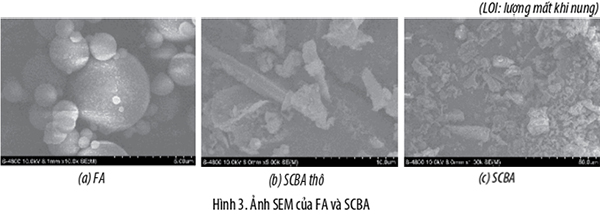
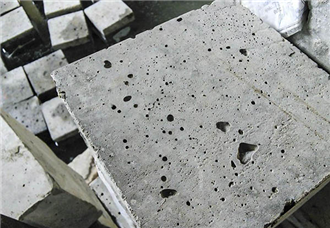
Hình dạng hạt FA và SCBA thu được thông qua thí nghiệm SEM (Scanning Electron Microscope) bằng kính hiển vi điện tử khi chiếu chùm điện tử hẹp quét trên bề mặt mẫu. Kết quả quan sát ở Hình 3: FA gồm hạt tròn, kích thước đa dạng. SCBA không đồng nhất, nhiều lỗ rỗng và xốp.
2.3. Thành phần hỗn hợp vữa
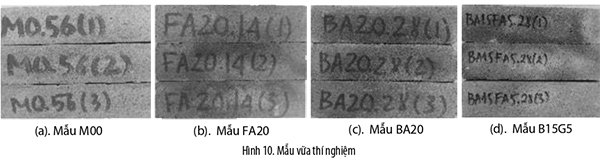
Hỗn hợp cố định tỉ lệ cát và chất kết dính bằng 2,75. Lượng nước điều chỉnh để độ linh động của hỗn hợp tương đương. Tổng cộng 10 hỗn hợp vữa được chế tạo với thành phần vật liệu thể hiện ở Bảng 2. Hỗn hợp đối chứng ký hiệu M00 chứa xi măng, cát và nước. Thay thế 10%, 15%, 20% khối lượng xi măng của M00 bằng FA và SCBA lần lượt được 6 hỗn hợp: FA10, FA15, FA20 và BA10, BA15, BA20. Thay thế 20% khối lượng xi măng của M00 bằng FA kết hợp với SCBA được 3 hỗn hợp 3 thành phần: B5F15 (5% SCBA + 15% FA), B10F10 (10% SCBA + 10% FA) và B15F15 (15% SCBA + 5% FA).
3. Chương trình thí nghiệm
3.1. Độ chảy
Độ chảy xác định theo ASTM C1437-20 [22]. Thiết bị gồm: bàn chảy, khuôn nón cụt và chày đầm. Hỗn hợp sau khi trộn, cho vào khuôn thành 2 lớp, mỗi lớp đầm 25 lần, làm phẳng bề mặt. Khuôn chứa vữa đưa vào bàn chảy, thả rơi 25 lần trong 15 giây và đo đường kính trung bình của vữa trải ra. Điều chỉnh lượng nước để độ chảy 110±5 mm. Tỉ lệ nước và chất kết dính (W/B) tính trung bình 10 mẫu.
3.2. Khối lượng thể tích (D) và khối lượng riêng (GS)
Khối lượng thể tích được xác định ở 7, 14, 28, 56 và 112 ngày. Cân điện tử có độ chính xác 0,001 gam và thước thép có vạch 0,5 mm. Khối lượng riêng được xác định ở 7, 28 và 112 ngày. Mẫu sau thí nghiệm cường độ nén vỡ được nghiền nhỏ và sàng qua 475μm, sấy khô ở 110°C trong 12 giờ. Dụng cụ là bình Le Chatelier dung tích 250 ml. Khối lượng riêng là tỷ số khối lượng và thể tích vữa chiếm chỗ làm dầu hỏa dâng lên.
3.3. Cường độ nén, cường độ kéo uốn
Thí nghiệm cường độ theo ASTM C3480-01 [23] ở các ngày 7, 14,28, 56 và 112 bằng máy đa năng UTest Universal Machine có giới hạn 2000kN. Mẫu vữa kích thước 40x 40x 160 (mm³) được uốn với tốc độ 10N/s. Kết quả là giá trị trung bình của 3 mẫu. Cường độ kéo uốn được tính theo công thức (1):
Trong đó:
fr: cường độ chịu kéo uốn (MPa).
Pu: tải trọng khi mẫu bị uốn gãy (N).
l: khoảng cách 2 gối tựa (mm). b: cạnh tiết diện mẫu (mm).
Mẫu vữa sau khi uốn gãy được dùng để xác định cường độ nén với tốc độ gia tải 100 N/s. Lực nén vỡ là Pn (N), biến dạng D (mm). Cường độ nén fc (MPa) theo công thức (2):
Biến dạng tương đối ε‰ theo công thức (3):
Tỉ số giữa cường độ nén và biến dạng tương đối tính theo công thức (4):
4. Kết quả và thảo luận
4.1. Lượng nước yêu cầu
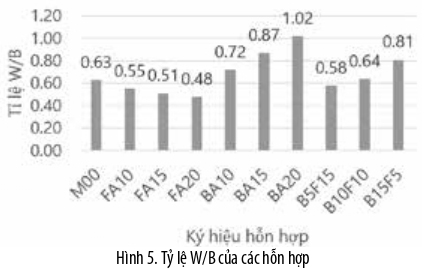
Tỷ lệ W/B của hỗn hợp vữa thể hiện ở Hình 5. Lượng nước yêu cầu giảm cho hỗn hợp chứa FA và tăng mạnh với SCBA. Tỷ lệ W/B của M00 bằng 0,63. Khi thay thế xi măng bằng 10%, 15% và 20% khối lượng FA, tỷ lệ này lần lượt là 0,55; 0,51 và 0,48. Đối với SCBA là 0,72, 0,78 và 1,02. Hỗn hợp vữa chứa ba thành phần chất kết dính có lượng nước yêu cầu trung bình 0,68 và cao hơn M00 một ít. FA dạng cầu, trơn nhẵn giảm ma sát giữa các hạt cốt liệu làm tăng tính công tác cho hỗn hợp [11]. SCBA xốp, rỗng hấp thụ nước, dẫn đến yêu cầu lượng nước cao khi trộn [19].
4.2. Khối lượng thể tích và khối lượng riêng
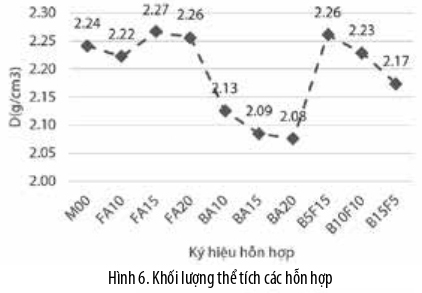
Khối lượng thể tích của các hỗn hợp thể hiện ở Hình 6. Hỗn hợp chứa FA có khối lượng thể tích 2,25 (g/cm³) tương đương với M00 là 2,24 (g/cm³), phù hợp với nghiên cứu [9], khối lượng thể tích giảm 1,3% khi thay thế 50% xi măng. Khối lượng thể tích của hỗn hợp chứa là SCBA 2,13 (g/cm³), 2,09 (g/cm³) và 2,08 (g/cm³) với tỉ lệ thay thế 10%, 15% và 20%, giảm 5,1%, 6,9% và 7,4%. SCBA nhẹ và xốp làm tăng lượng nước trong hỗn hợp, lượng nước dư bay hơi làm khối lượng thể tích giảm xuống [19]. Vữa ba thành phần có khối lượng thể tích 2,22 (g/cm³). Hạt FA nhỏ và tròn đã lấp đầy lỗ rỗng của SCBA, làm tăng độ đặc, khối lượng thể tích thay đổi không đáng kể.
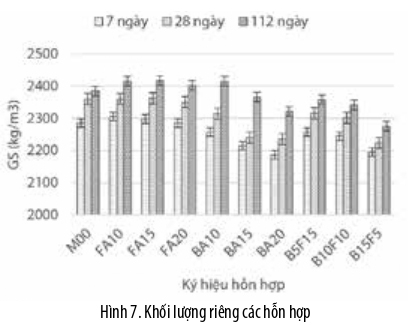
Ảnh hưởng của FA và SCBA đến khối lượng riêng tương tự khối lượng thể tích. Khối lượng riêng tăng theo thời gian do lấp đầy bằng chất kết dính. Khối lượng riêng của các 10 loại vữa qua 7, 28 và 112 ngày được thể hiện ở Hình 7. Từ 7 đến 28 ngày, khối lượng riêng của M00 tăng 3,28%. Đối với hỗn hợp chứa FA, SCBA và hỗn hợp vữa ba thành phần lần lượt là 2,66%, 1,99% là 2,14%. Từ 28 đến 112 ngày, khối lượng riêng của hỗn hợp chứa FA và SCBA tăng 2,29%, 4,58% so với 1,06% của M00 và 1,96% của hỗn hợp vữa ba thành phần. Sự tăng mạnh khối lượng riêng của các hỗn hợp chứa FA và SCBA sau 28 ngày tuổi liên quan đến phản ứng tạo C-S-H của FA, SCBA ở tuổi muộn [8, 19].
4.3. Cường độ nén
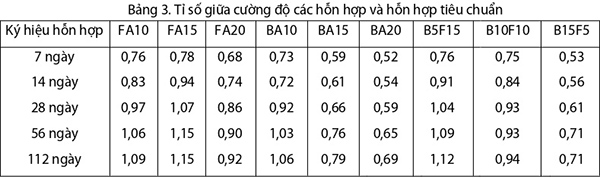
Tỉ lệ cường độ nén các hỗn hợp và hỗn hợp đối chứng thể hiện ở Bảng 3. Tỉ lệ này lớn hơn 0,75 là vật liệu pozzolan ASTM C618 [7]. Theo đó, hỗn hợp chứa 10% và 15% FA là vật liệu pozzolan. Hỗn hợp chứa 20% SCBA hoặc 15% SCBA kết hợp với 5% FA không đạt được điều này. Sau 28 ngày, hỗn hợp chứa 20% FA và 10% SCBA là vật liệu pozzolan với tỉ số với cường độ nén của M00 lần lượt là 0,86 và 0,92. Khi tăng tỉ lệ thay thế xi măng bằng SCBA tăng lên 15%, hỗn hợp có tính pozzolanic ở 56 ngày.
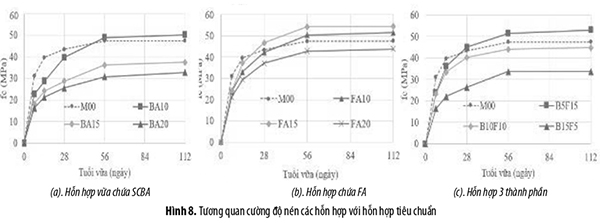
So sánh cường độ nén của các hỗn hợp với M00 được thể hiện ở Hình 8. SCBA và FA tác dụng tích cực đến cường độ vữa ở tuổi muộn và với tỷ lệ thay thế phù hợp, cường độ vữa thu được tương đương hoặc cao hơn hỗn hợp đối chứng. Cường độ nén của hỗn hợp vữa giảm theo hàm lượng SCBA (Hình 8a). Ở 28 ngày tuổi, cường độ hỗn hợp đối chứng 43,46MPa. Hỗn hợp chứa 10%, 15% và 20% SCBA lần lượt là 39,78 MPa, 28,73MPa và 25.60 MPa, giảm 8,47%, 33,90% và 41,09%. Ở 56 ngày tuổi, hỗn hợp chứa 10% SCBA có cường độ nén tương đương với hỗn hợp đối chứng và lớn hơn 5,66% ở 112 ngày. Trong khi đó, hỗn hợp chứa 15% và 20% SCBA có cường độ nhỏ hơn hỗn hợp đối chứng ở tất cả các ngày khảo sát. SCBA với hình dạng thoi dẹt, xốp đã hấp thụ nhiều nước. Khi lượng nước thừa bay hơi, hỗn hợp chứa nhiều lỗ rỗng làm cường độ nén giảm. Hơn thế nữa, silic trong SCBA chủ yếu tồn tại dạng tinh thể thạch anh, không phản ứng với nước để tạo chất kết dính. Tuy nhiên, với tỉ lệ thay thế cho xi măng 10%, SCBA vừa có vai trò tạo chất kết dính vừa là chất lấp đầy làm tăng độ đặc chắc cho hỗn hợp, dẫn đến cường độ tăng lên [18, 19].
FA ảnh hưởng tích cực đến cường độ nén của hỗn hợp vữa (Hình 8b). Ở 28 ngày, hỗn hợp chứa 10% và 15% FA tương đương với hỗn hợp M00. Ở 56 ngày, cường độ hỗn hợp M00 đạt 47,46 MPa, hỗn hợp chứa 10% và 15% FA là 50,40 MPa và 54,35MPa, tăng 6,18% và 14,50%. Khi thay thế 20% xi măng bằng FA, cường độ nén của hỗn hợp giảm xuống. Hỗn hợp này đạt 68%, 74%, 86%, 90% và 92% cường độ hỗn hợp đối chứng tương ứng với 7, 14, 28, 56 và 112 ngày. FA với hàm lượng lớn silic ở dạng vô định hình, dễ tác dụng với nước trong phản ứng hydrat hóa tạo chất kết dính. Mặt khác, hạt FA nhỏ, tròn giảm đáng kể lượng nước yêu cầu, vữa chứa FA có tính đặc chắc cao, cường độ được cải thiện [8, 9].
Cường độ hỗn hợp vữa 3 thành phần được thể hiện ở Hình 8c. Hỗn hợp chứa 10% FA và 10% SCBA có cường độ tương đương hỗn hợp đối chứng. Trong khi đó, hỗn hợp chứa 15% FA kết hợp với 5% SCBA đạt cường độ cao. Ở 28 ngày tuổi, cường độ nén của hỗn hợp này tương đương hỗn hợp đối chứng. Ở 56 ngày, hỗn hợp này có cường độ nén 51,58 MPa lớn hơn 9% và ở 112 ngày, đạt giá trị 53,05 MPa lớn hơn 12% hỗn hợp đối chứng. FA với kích thước hạt nhỏ, dạng cầu dễ lấp đầy lỗ rỗng trong cấu trúc hạt SCBA làm cho độ đặc chắc hỗn hợp được cải thiện. Vị trí gồ gề của SCBA tạo điều kiện chứa đựng mầm phản ứng tạo chất kết dính thứ cấp cho vữa, làm cường độ vữa phát triển muộn [9, 19].
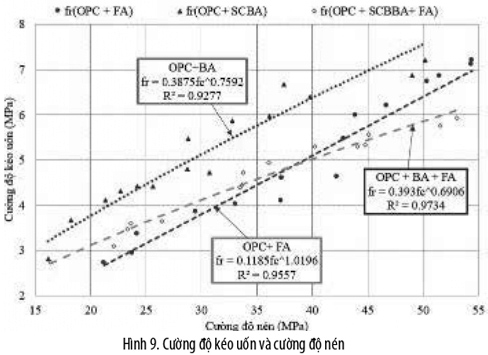
4.4. Quan hệ cường độ kéo uốn và cường độ nén
Cường độ kéo uốn và cường độ nén của các hỗn hợp chứa FA và SCBA được hồi quy từ thực nghiệm với hệ số tương quan R² > 0,92 cho thấy độ phân tán nhỏ và cường độ của hỗn hợp đồng nhất cao. Khả năng chịu kéo uốn và khả năng chịu nén của hỗn hợp vữa thể hiện hai trạng thái làm việc khác nhau, phụ thuộc vào nhiều yếu tố và không có mối liên hệ giải tích. Cường độ kéo uốn của hỗn hợp chứa SCBA cao nhất so với hỗn hợp chứa FA và vữa ba thành phần. SCBA dạng sợi với vai trò như cốt liệu đã cải thiện khả năng chịu kéo [19]. Vữa chứa FA có cường độ kéo tăng lên so với hỗn hợp đối chứng. Kết quả này phù hợp với nghiên cứu của Elisabete R. Teixeira và cộng sự [9] khi xét tỉ lệ giữa cường độ kéo uốn và cường độ nén của hỗn hợp chứa 50% FA lớn hơn 25% và hỗn hợp chứa 100% xi măng là 19% ở 28 ngày tuổi.
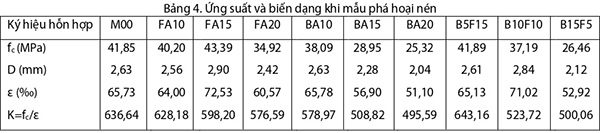
4.5. Biến dạng tương đối khi phá hoại nén
Tỉ lệ ứng suất và biến dạng tương đối của các hỗn hợp khi phá hoại nén được thể hiện ở Bảng 4. Hệ số K của hỗn hợp chứa SCBA nhỏ hơn hỗn hợp chứa FA và M00. Hỗn hợp chứa SCBA, có K = 527,79 thấp hơn M00 là 636,64 và 600,99 đối với hỗn hợp chứa FA. Hỗn hợp vữa 3 thành phần ghi nhận K = 555,65 thấp hơn hỗn hợp M00 12,72%.
Giá trị K thấp chứng tỏ hỗn hợp chứa SCBA có biến dạng lớn. SCBA với tính xốp, chứa thành phần dạng sợi không phản ứng dẫn đến vữa chứa SCBA có tính dẻo, tăng khả năng chịu uốn và độ biến dạng. Kết quả này phù hợp với nghiên cứu của P. Jagadesh khi cho rằng ảnh hưởng của SCBA đến quan hệ ứng suất, biến dạng và môđun đàn hồi tùy thuộc vào kết quả xử lý tro [24]. Môđun đàn hồi của bê tông giảm khi SCBA xử lý đơn giản và tăng lên khi tro được xử lý có độ mịn cao, cùng với sự tăng cường độ.
5. Kết luận
Với kết quả thu được, nghiên cứu đưa ra các kết luận sau:
(1). Ảnh hưởng của SCBA và FA đến tính chất ướt và tính chất vật lý của hỗn hợp vữa trái ngược nhau. SCBA làm giảm tính công tác, giảm khối lượng riêng và khối lượng thể tích của hỗn hợp vữa. Trong khi đó FA yêu cầu lượng nước thấp hơn, khối lượng riêng và khối lượng thể tích của hỗn hợp vữa chứa FA tương đương hỗn hợp đối chứng.
(2). SCBA và FA làm gia tăng khối lượng riêng và cường độ của hỗn hợp vữa trong dài hạn. 10% là tỷ lệ thay thế SCBA cho xi măng để hỗn hợp vữa có cường độ cao nhất. Đối với FA, tỉ lệ tối ưu là 15%.
(3). Khả năng chịu kéo uốn của hỗn hợp vữa chứa SCBA được cải thiện trong mối liên hệ với cường độ chịu nén. SCBA làm hỗn hợp vữa có tính dẻo và biến dạng lớn khi phá hoại nén.
(4). Kết hợp SCBA và FA trong hỗn hợp vữa ba thành phần chất kết dính mang lại hiệu quả tích cực về cường độ cho hỗn hợp và được xem là vật liệu pozzolan khi hàm lượng SCBA không quá 15%.
(5). Tính chất của vữa thu được khi kết hợp FA và SCBA mang lại triển vọng tái sử dụng hai loại vật liệu này để thay thế một phần xi măng trong hỗn hợp ba thành phần.
[2]. //www.statista.com/statistics/267364/world-cement-production-bycountry/, Major countries in worldwide cement production in 2022. 2022.
[3]. Guo, Y., et al., A review of low-carbon technologies and projects for the global cement industry. Journal of Environmental Sciences, 2024. 136: p. 682-697.
[4]. Chen, L., et al., Green construction for low-carbon cities: a review. Environmental Chemistry Letters, 2023. 21(3): p. 1627-1657.
[5]. //www.fortunebusinessinsights.com/industry-reports/fly-ash-market101087. The global fly ash market size. 2023.
[6]. //baochinhphu.vn/xu-ly-tro-xi-thai-nhiet-dien-thuc-trang-va-nhung-nutthat-can-go-102282573.htm. Xử lý tro xỉ thải nhiệt điện: Thực trạng và những nút thắt cần gỡ. 2020.
[7]. ASTMC618-19, Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. 2019.
[8]. Makhlouf, A., Effect of Silica Fume in Combination with Fly Ash on Mortar Properties. JES. Journal of Engineering Sciences, 2022. 50.
[9]. Teixeira, E.R., et al., Effect of Biomass Fly Ash on Fresh and Hardened Properties of High Volume Fly Ash Mortars. Crystals, 2021. 11: p. 233.
[10]. Zhang, D., S. Zhang, and Q. Yang, Effect of Replacing Fine Aggregate with Fly Ash on the Performance of Mortar. Materials, 2023. 16: p. 4292.
[11]. Lam, N., et al., Ảnh hưởng của FA thay thế một phần xi măng đến tính chất của bê tông thương phẩm. Tạp chí Khoa học Công nghệ Xây dựng (KHCNXD) - ĐHXD, 2020. 14: p. 96-105.
[12]. //ourworldindata.org/grapher/sugar-cane-production. Sugar cane production, 1961 to 2021. 2021.
[13]. Sohal, K.S. and R. Singh. Sustainable Use of Sugarcane Bagasse Ash in Concrete Production. in Sustainable Development Through Engineering Innovations. 2021. Singapore: Springer Singapore.
[14]. //consosukien.vn/thu-c-tra-ng-mi-a-duo-ng-vie-t-nam.htm, Thực trạng mía đường Việt Nam. 2022.
[15]. Rodríguez-Díaz, J.M., et al., Comprehensive Characterization of Sugarcane Bagasse Ash for Its Use as an Adsorbent. BioEnergy Research, 2015. 8(4): p. 1885-1895.
[16]. França, S., et al., Feasibility of Using Sugar Cane Bagasse Ash in Partial Replacement of Portland Cement Clinker. Buildings, 2023. 13(4).
[17]. Arenas-Piedrahita, J.C., et al., Mechanical and durability properties of mortars prepared with untreated sugarcane bagasse ash and untreated fly ash. Construction and Building Materials, 2016. 105: p. 69-81.
[18]. Chusilp, N., C. Jaturapitakkul, and K. Kiattikomol, Effects of LOI of ground bagasse ash on the compressive strength and sulfate resistance of mortars. Construction and Building Materials, 2009. 23(12): p. 3523-3531.
[19]. Jagadesh, P., A. Ramachandra Murthy, and R. Murugesan, Effect of processed sugar cane bagasse ash on mechanical and fracture properties of blended mortar. Construction and Building Materials, 2020. 262.
[20]. ASTMC150M-20, Standard Specification for Portland Cement. 2020.
[21]. ASTMC33M-18, Standard Specification for Concrete Aggregates. 2018.
[22]. ASTMC1437-20, Standard Test Method for Flow of Hydraulic Cement Mortar. 2020.
[23]. ASTMC348, Standard Test Method for Flexural Strength of Hydraulic-Cement Mortars. 2021.
[24]. Jagadesh, P., A. Ramachandramurthy, and R. Murugesan, Evaluation of mechanical properties of Sugar Cane Bagasse Ash concrete. Construction and Building Materials, 2018. 176: p. 608-617.
 Sitemap
Sitemap Cá cược game
Cá cược game